電流情報量診断システム
「T-MCMA」について
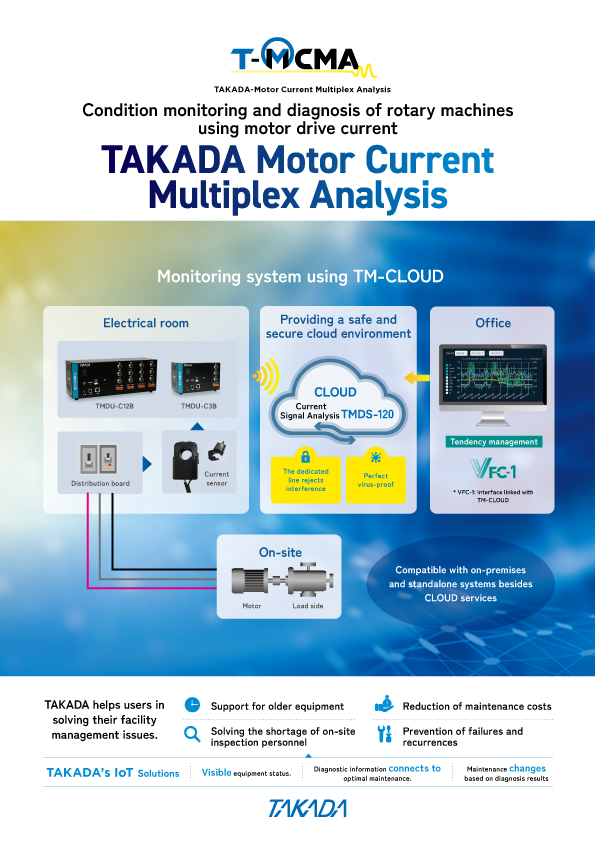
『T-MCMA』は、電流センサを配電盤内の動力線にクランプし、モータの駆動電流信号を解析することで、回転機械のモータと負荷側機械の状態を高精度に監視・診断するシステムです。



技術コラム
TECHNICAL
COLUMN
電流情報量診断システムに関する情報・知識コンテンツ
-
診断の原理
本コラムではT-MCMAの診断の原理として、基礎理論であるMCSA(Motor Current Signature Analysis)とそこから発展した当社の診断技術について解説します。 MCSA 電動機の電流兆候解析 背景情報 1970年ごろ、世界の原子力発電所の動力源である原子炉内に設置された電動機を検査する技術が必要とされていました。これを受け、アメリカのテネシー州にあるオークリッジ国立研究所が、電動機の検査方法の研究開発を開始しました。また、ほぼ同時期に日本でも、当時の八幡製鉄所(現在の日本製鉄九州製鉄所八幡地区)が同様の研究開発に着手しています。 研究が進む中で、アメリカのオークリッジ国立研究所において、電動機のさまざまな異常状態で固定子の電流が変調することが発見されました。さらに、固定子と回転子間のエアギャップの変化や回転子バーの抵抗値変化、回転の変動、トルクの変動などが、固定子と回転子の間で相互作用する空間磁束線に影響を与え、逆起電力を通じて固定子電流が変調することが徐々に解明されていきました。 これにより、固定子電流の変調を用いて電動機の状態を解析する「MCSA(Mot […]
-
診断パラメータの詳細
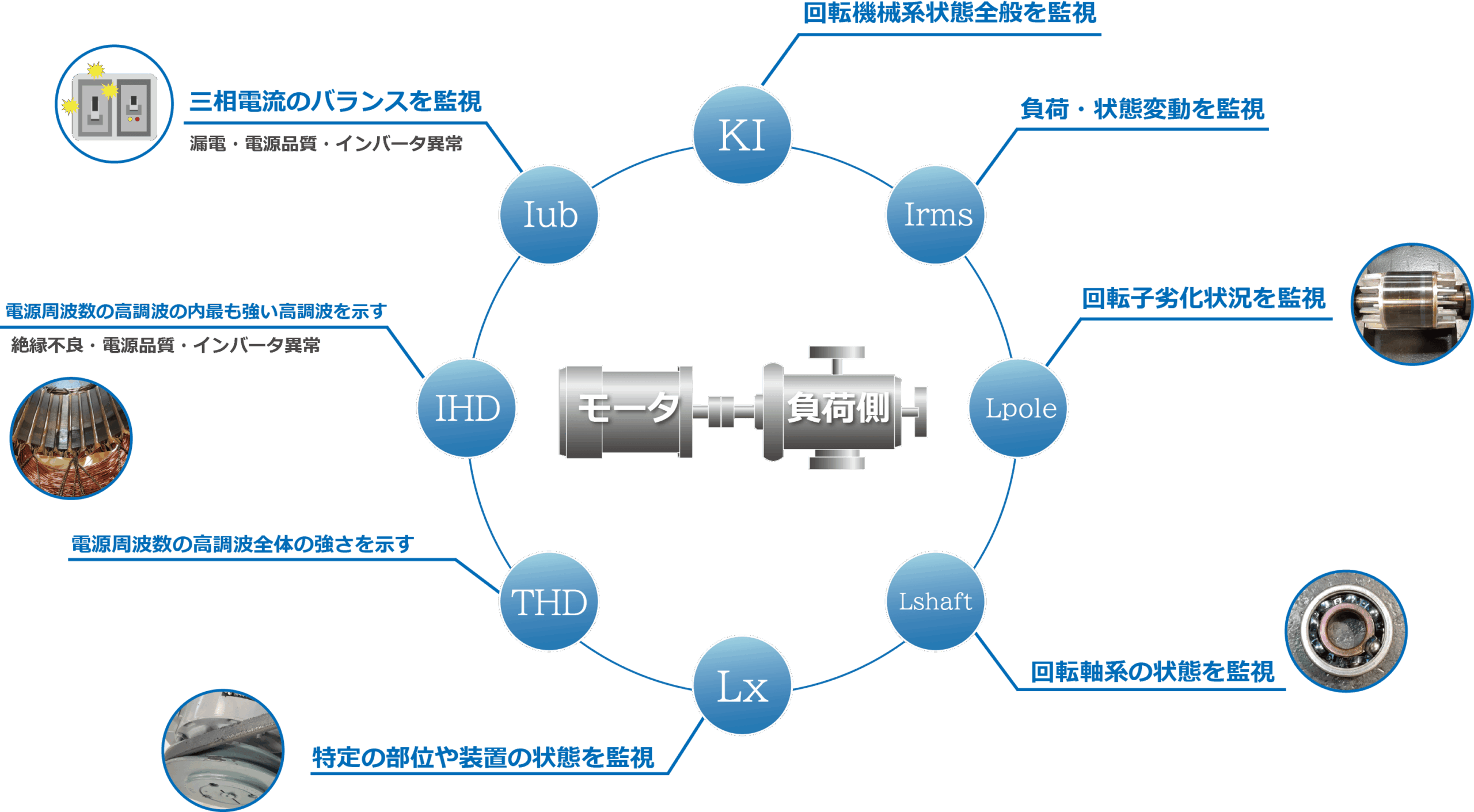
T-MCMAでは電流信号に対して、時間領域と周波数領域の解析を行っています。時間領域の解析結果としてKI、Irms、Iubを算出しています。周波数領域の解析結果としてLpole、Lshaft、Lx、IHD、THDを算出しています。これら8種類のパラメータそれぞれの変化を確認したり、相関状態を確認することで回転機械の状態を各印することができます。 <目次> 8種類の診断パラメータ KI KIは回転機械系の状態全般を監視するパラメータです。 KIは測定された電流波形が正常な場合と比べてどの程度乱れているかを値にしています。 モータの駆動電流は機器の状態が正常な場合でノイズの影響も小さい場合は、限りなく正弦波に近いきれいな波形となります。このことから、測定されたモータ駆動電流の周波数と同じ周波数の正弦波の確率密度分布Rを求めます。このRと測定されたモータ駆動電流の確率密度分布TとのズレをKIとして算出しています。 例えば、測定された電流波形がこのようにきれいな場合は、KIは限りなく0に近い値となります。 逆に以下に示すように機器に異常が発生した場合は時間波形には脈動が確認され、確率密度分布に […]
-
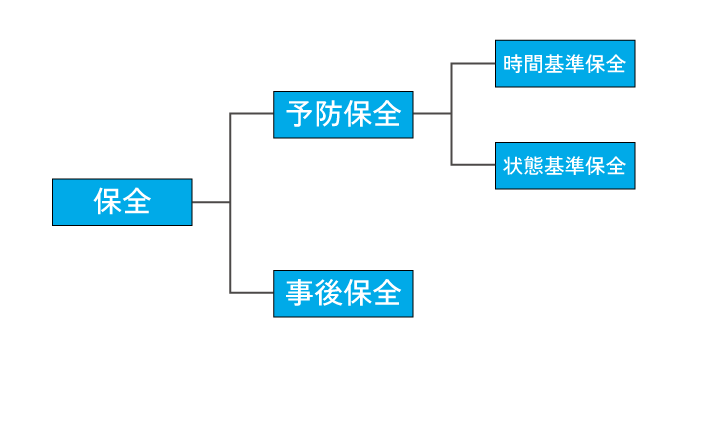
設備保全方式の考え方
本コラムの内容 設備保全の役割は、単に壊れた箇所を直すことだけではありません。突発的な故障によるラインの停止を防ぎ、いかに効率よく設備の寿命を延ばすかが、製造現場の生産性を左右します。 本記事では、一般的な「事後保全」や「予防保全」といった保全方式の違いを整理し、それぞれのメリット・デメリットを解説します。自社の設備状況に合わせて、どのような保全の仕組みを構築すべきか、検討のヒントとしてご活用ください。 保全方式の分類 設備保全は、大きく分けると「事後保全」と「予防保全」の2つに分類されます。さらに、予防保全の中には「時間基準保全(TBM)」と「状態基準保全(CBM)」という異なるアプローチが存在します。これらの方式は、どれか一つが正解というわけではありません。対象となる設備の重要度や、故障した際の影響範囲、さらにはメンテナンスにかかるコストのバランスを考えて使い分けることが一般的です。 事後保全 事後保全(BM:Breakdown Maintenance)は、設備が故障したり、性能が低下したりしてから修理を行う方式です。 メリット: 壊れるまで使い切るため、事前の点検コストや部品交換 […]
導入事例
Case Study
電流情報量診断システムを通じて解決した
ソリューションをご紹介
-
事例:真空ポンプ 生成物付着
Summary 真空乾燥工程で使用している真空ポンプについて、ロータやケーシング内部への製品付着を起点としたトリップ(停止)リスクが課題でした。既存の診断方法では状態を継続監視できず、「いつまで運転できるか」を判断しにくいため、余裕を見たTBM(時間基準保全)になり、保全費用が膨らんでいました。 T-MCMAを導入し、真空ポンプの内部状態を電流信号から監視することで、付着進行の度合いに応じた運転継続判断が可能になりました。結果として、突発停止の予防と、整備周期の最適化によるコスト低減につながっています。今後は、駆動方式やロータ形状が異なる真空ポンプにも適用を広げ、監視システムとしての活用範囲を拡大する方針です。 課題:付着起因のトリップを事前に捉えられず、TBMでコスト増・生産ロスを懸念 対応:T-MCMAで電流から内部状態を監視し、付着の進行を把握 効果:運転継続可能期間の見通し、整備周期最適化、突発停止の予防 展望:駆動方式・ロータ形状が違っても同一の考え方で評価できる仕組みに 機器名称 真空ポンプ 機器構造 ベルト駆動 ロータ三葉式 運転方式 連続運転方式 導入の背景・課題 真 […]
-
事例:ロール機 カップリング取付不良
Summary 本事例では、インバータによる周波数変動が頻繁な低速回転のロール機に対してT-MCMA(電流情報量診断)を用いた状態監視を行いました。整備不良発生後の運転でパラメータ悪化を検知し、約1週間後に整備を実施した結果、機器状態の改善を確認しました。キー結合不良に起因するロール回転軸の振れやミスアライメントの可能性を早期に把握でき、劣化進行や品質悪化を未然に防ぐ運用に結びついています。 課題:低速かつ頻繁な変速により、従来診断では状態評価が難しい 対応:低速回転機に対しても有効なT-MCMAの適用と周波数変動を考慮した当社スタッフによる監視 効果:整備不良を早期に検知し、整備後に状態改善を確認。劣化進行と品質悪化を防止 機器名称 ロール機 機器構造 減速機 運転方式 連続運転 インバータ駆動 導入の背景・課題 対象のロール機は低速回転で運転される設備であり、インバータ制御により周波数が常時変動しています。ロール機は製品品質に直結する設備である一方、運転条件が一定になりにくいため、状態監視の難易度が上がりやすいという課題がありました。 そこで電流解析であるため低速回転設備にも有効な […]
-
事例:攪拌機 変速機ギヤ摩耗
Summary 本事例では、T-MCMA(電流情報量診断)を用いて撹拌機の状態監視を行い、LshaftおよびLxの悪化をトリガとしてバイエル変速機の異常を検知しました。さらに精密解析により、変速機のギヤ摩耗(フレッチング摩耗)の発生を特定しました。早期発見により、変速機内部の他部品だけでなく、モータや出力回転軸系へ劣化が波及するリスクを抑え、設備の短寿命化防止に寄与しています。 課題:バッチ運転・変速機構のため、定量評価と傾向管理が難しい 対応:電流信号からLshaft、Lxを監視し、異常兆候を検知、精密解析でギヤ摩耗を特定 効果:異常の早期発見により劣化の波及およびメンテナンスコストを抑制 機器名称 攪拌機 機器構造 減速機 運転方式 バッチ運転 導入の背景・課題 対象設備は撹拌機で、運転はバッチ単位で行われ、かつ変速機構を介して回転条件が変化する運用でした。また低速回転の設備であり従来の診断手法では状態の監視が難しいものでした。 そこで電流解析であるため低速回転設備にも有効なT-MCMAを利用して機器状態の管理を行うこととしました。またクラウドを通じた、当社の診断スタッフによる監 […]
動画ギャラリー
Video
gallery